Welding Mild Steel
These days mild steel is usually Carbon Manganese steel. Traditional mild
steel used to contain less than 0.10% Carbon in Iron but it is rare these
days. Now Carbon Manganese steels have taken over and are commonly called
mild steel. They contain more Carbon and also Manganese which improves the
strength whilst retaining the ductility / malleability.
Steel grades known as S235, S275 and S355 are Carbon Manganese steels,
as well as the now obsolete grades such as BS4360 43A and 50D.
These steels are eminently weldable using 6013 electrodes or G3Si1 (SG2) MIG wire up to 18mm thick. Above that its probably wise to change to 7018 electrodes but the wire can remain as G3Si1 or SG2. This MIG wire is usually low hydrogen, often lower than low hydrogen electrodes, but beware of some of the lesser known brands.
Some of the higher grades of mild steel need low hydrogen rods to match the strength, and some need low alloy (such as 1% Nickel steel) for strength and low temperature toughness.
These steels are eminently weldable using 6013 electrodes or G3Si1 (SG2) MIG wire up to 18mm thick. Above that its probably wise to change to 7018 electrodes but the wire can remain as G3Si1 or SG2. This MIG wire is usually low hydrogen, often lower than low hydrogen electrodes, but beware of some of the lesser known brands.
Some of the higher grades of mild steel need low hydrogen rods to match the strength, and some need low alloy (such as 1% Nickel steel) for strength and low temperature toughness.

Mild steel structure during lifting load test
The thicker the steel the more stresses and strains are produced
by the heat of welding. 7018s produce a cleaner, more ductile and stronger
weld metal better equipped to withstand these higher stresses. Also
the thicker the plate the greater the chance of hydrogen
induced cracking. 7018s are low hydrogen and as such are less prone.
- Less than 18mm use 6013
- Greater than 18mm use 7018
- Increasing thickness use preheat
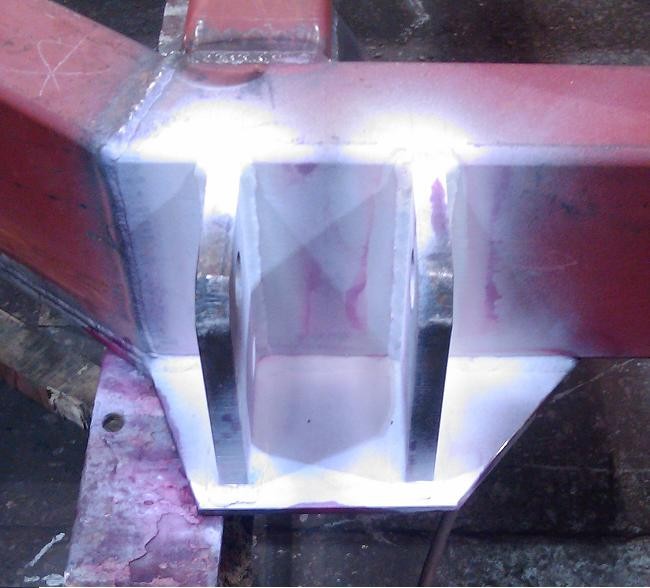
Dye penetrant test on mild steel lifting eye
Mild Steel MIG Wire SG2 or SG3
Just to confuse us the designations SG2 and SG3 are now obsolete, replaced by G3Si1 and G4Si1 respectively. That’s right SG2 is now G3Si1 and SG3 is now G4Si1.The old A18 designation is really SG2. The American spec AWS ER70S-6 encompasses both the G3Si1 and the G4Si1, although for commercial/ production reasons it is more likely to be G3Si1.
What is the difference? Well G4Si1 has higher Silicon and Manganese making it both higher strength and better able to cope with rusty steel plate without producing porous welds.
Many believe SG3 or G4Si1 is higher grade, better quality. It isn’t its just different. Because of the higher Si it flows better and for this reason many welders prefer it to SG2. SG3 also carries current better and will produce welds of acceptable appearance on settings at least 100 amps higher than SG2, with advantageous affect on productivity. This grade also appears the best suited to some of the new electronic wave form control equipment such as Surface Tension Transfer (STT).

G3Si1 mild steel MIG welding wire
Welding Engineering Steels
EN19 and EN24 / EN24T
EN19 and EN24 / EN24T are classed as Engineering Steels and are normally used because of their extremely high strength. They are used a lot in Fork Trucks (Tangs and Masts) and many other component parts.In many cases the designer will specify their use without any thought for welding, and they are very difficult to weld.
It is possible to weld Engineering Steels successfully using mild steel fillers (7018s and SG2) but this method has a greater chance of hydrogen induced cracking and will also result in a weld much weaker than the parent.
The belt and braces approach is to preheat the parent to 250°C and weld 2 layers of E312 (electrode or wire) onto both of the surfaces to be welded. Allow to cool slowly, packed in sand or some other insulator. Once cool the surfaces can be welded together using the same 312 . If the joint is over 12mm thick it is important to stop welding after every layer and allow the weld to cool to room temperature. This is to prevent the weld becoming too hot and forming a very brittle microstructure known as Sigma.
The reason behind the use of E312 is that it is an austenitic / ferritic stainless steel with a tensile strength of over 800N/mm2 which is close to the parent which could be over 1000N/mm2. E312, being austenitic will absorb Hydrogen and therefore not allow it to pass into the Hydrogen crack susceptible structure of these steels.
- Preheat to 250°C
- Butter the faces with 2 layers of E312
- Allow to cool slowly
- Weld the buttered faces together using E312
- If over 12mm thick keep stopping and allow to cool
EN8
En8 is another engineering steel but not as problematic as En 24T etc. It used to be called 40 carbon steel meaning it had a high carbon content to impart high strength. These days it retains the strength levels (because of thermo mechanical rolling) yet it is much lower carbon so much easier to weld.In fact if you use standard MIG wire (SG2) or a 7018 electrode you can weld it without preheat upto 18mm thick, over that a preheat of 100°C should prevent cracking.
All this assumes it is of western European origin. Some of the steel coming in from eastern Europe and the far east is loaded with carbon and may need up to 250°C preheat to prevent cracking.
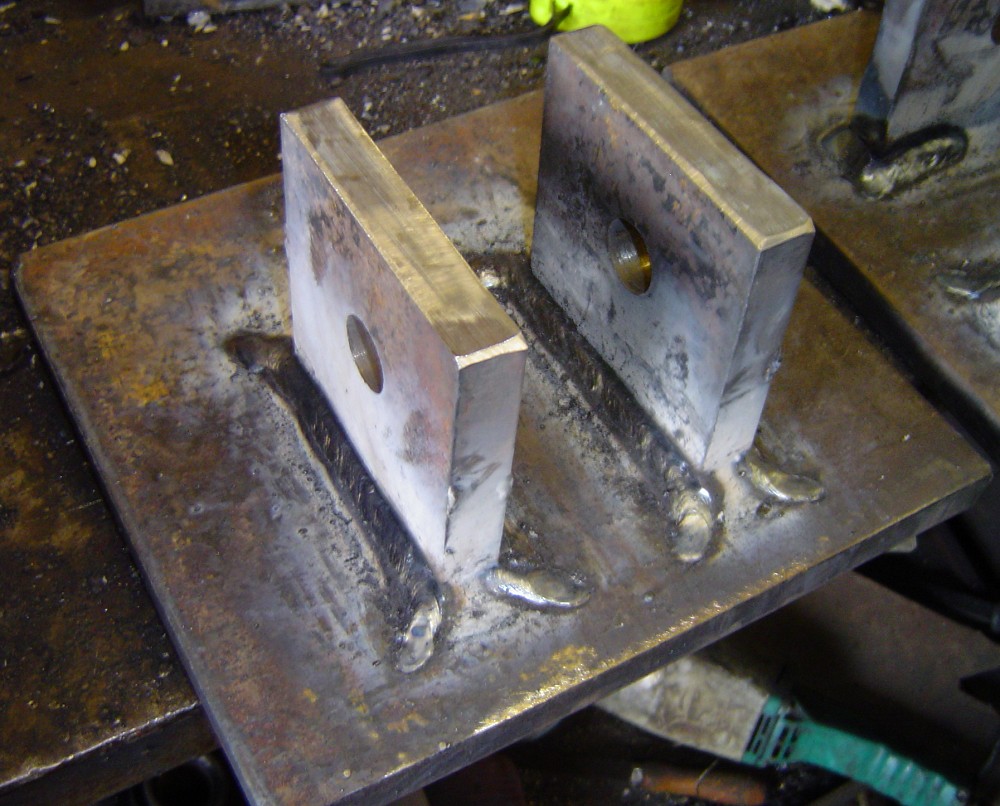
Clevice fabricated from 18mm EN8 Steel. (E.T Brown and Son)
Welding Corten Steel
Corten is a trade name for Weathering Steel. In other words its steel
that still goes rusty but it rusts a nice colour and it resists the
spalling black lumps that fall off ordinary mild steel.
Corten contains small amounts of Chromium, Nickel and Copper which impart the weather resistance. It is used mostly in structural applications.
Many buildings appear to have been painted orange but in reality are untreated corten steel.
Corten contains small amounts of Chromium, Nickel and Copper which impart the weather resistance. It is used mostly in structural applications.
Many buildings appear to have been painted orange but in reality are untreated corten steel.

When welding Corten the precautions are similar to mild
steel except that you may need a special filler material to produce
the weathering steel weld. (6013s are not acceptable.)
- If the plate is 10mm thick or less, and the weld is a single pass (eg a fillet weld), you can use an E7018 or SG2 MIG wire. This is because you will get enough dilution from the plate to render the weld weathering.
- If it's greater than 10mm thick or a multi-pass weld you need to use a filler containing approximately 1% Nickel and 0.5% Copper (otherwise mild steel), or one containing 2.5% Nickel (otherwise mild steel).
Welding Cast Iron
There are many different cast irons, many of which are totally unweldable as
they will crack when you heat them. Fortunately by far the most common and the
most frequently used for car components (bell housings etc) is called Nodular
or SG Iron.
Nodular Cast Iron is modified by adding an innoculant just before
casting (Magnesium or Cerium) which changes the shape of the graphite
flakes from pointed (stress raiser) to spheroidal (hence SG or Spheroidal
Graphite). This grade welds relatively easily but there is a knack to
it:
- Keep it cool not cold (around 50°C is a good indicator).
- Avoid long runs, 25mm max.
- Balance the welds across the joint - start at one end and then weld a bit at the opposite end.
- Use specialist Nickel Iron electrodes that run on low current. (MIG has no speed advantage and a coil of wire will be upwards of £1000.)
- After every weld peen the bead (tap it lightly with the round part of a ball pein hammer). When preparing the joint grind out the surface to be welded so you get a full penetration weld.
- If it’s a crack repair, grind out the crack, drill the ends to stop it propagating, and allow to cool to room temperature after every weld.

Casting repair using Lincoln Cast (Nickel Iron) Rods. (W.H.Hannaford)
Preheat or Not?
To preheat effectively you need to heat the casting to 500°C (I wouldn’t fancy trying to weld it when its that hot). Also the preheat has to be applied consistently, no hot spots or cold spots. Castings are usually variable section thickness so the thick bits need to be the same temperature as the thin bits. Really the only way to effectively preheat is to use an oven / furnace which makes it very difficult. Therefore the cool method is the most widely used.The weld metal filler specifically designed for cast iron is either pure nickel or nickel-iron. It is possible to use mild steel but it will pick up carbon from the cast iron and become very hard and brittle which makes it crack sensitive and very difficult to grind back to shape. Nickel blocks the migration of carbon therefore it doesn’t become brittle, even the nickel-iron alloy, so it can be machined and it retains its elasticity.
The electode coatings used are designed to promote operation at low currents and consist mainly of graphite which is an excellent electrical conductor. Why is this type of coating only used on cast iron rods? For exactly the same reason as mentioned in the earlier paragraph. Graphite would add carbon to, and embrittle, virtually any steel but not nickel rich alloys.

The completed repair. (W.H.Hannaford)
Welding Weldox or RQT or (generic) S690 Steels
Weldox, RQT and S690 are the same steels and are usually known by
the trade name Weldox. They are very high strength steels but have lean
compositions (low alloy). Their strength is achieved by thermo-mechanical
means: rolling and quenching and tempering (RQT).
These days they find use in all sorts of fabrications from battery powered vehicles to skips, in fact anywhere where their increased strength can be used to lighten the fabrication. If the strength is higher you need less thickness to provide the same overall strength. Thinner equals lighter and alighter skip can hold more rubbish but maintain the same overall weight.
These days they find use in all sorts of fabrications from battery powered vehicles to skips, in fact anywhere where their increased strength can be used to lighten the fabrication. If the strength is higher you need less thickness to provide the same overall strength. Thinner equals lighter and alighter skip can hold more rubbish but maintain the same overall weight.

These steels provide little problems in welding providing the correct
consumables are used in the correct procedure.
As far as consumables are concerned you need an E10018-G or a 11018-G electrode or an ER100S-G or ER110S-G wire.
The procedure is reliant on the correct preheat for the thickness of plate involved. Preheats increase with thickness. Over 30mm you need 75°C and over 70mm thick its 100°C. These thicknesses are combined so if its 20mm to 20mm its 40mm combined. These preheats assume a heat input of 1.7kJ/mm which is common with electrodes but more difficult with MIG (the tendency in MIG is for lower heat input so higher preheats are required).
As far as consumables are concerned you need an E10018-G or a 11018-G electrode or an ER100S-G or ER110S-G wire.
The procedure is reliant on the correct preheat for the thickness of plate involved. Preheats increase with thickness. Over 30mm you need 75°C and over 70mm thick its 100°C. These thicknesses are combined so if its 20mm to 20mm its 40mm combined. These preheats assume a heat input of 1.7kJ/mm which is common with electrodes but more difficult with MIG (the tendency in MIG is for lower heat input so higher preheats are required).

Heat Input is a number that relates to the energy applied to the
weld. It is Volts x Amps x Time / Length.
Given that a process such as MIG will weld faster than MMA, the time taken for a unit length will be shorter so the divider will be greater and thus the heat input will be lower (even though the amps might be higher). Think of it like waving a gas flame across the weld. Do it slowly and it will get the plate hotter than wafting it across very quickly.
The greater the Heat Input the more heat in the weld.
Given that a process such as MIG will weld faster than MMA, the time taken for a unit length will be shorter so the divider will be greater and thus the heat input will be lower (even though the amps might be higher). Think of it like waving a gas flame across the weld. Do it slowly and it will get the plate hotter than wafting it across very quickly.
The greater the Heat Input the more heat in the weld.

Welding Hardox Steels
Hardox is a trade name of SSAB (equivalents are available from other
manufacturers).
It is wear plate, designed to last longer than standard mild steel. There are various hardness levels with 400 and 500 being the most common.
It is relatively lean in alloy content and as such is not that prone to cracking especially if a few rules are followed.
Hardox is weldable using 7018 electrodes or standard mild steel MIG wire (SG2) but will need preheat for thick sections.
It is wear plate, designed to last longer than standard mild steel. There are various hardness levels with 400 and 500 being the most common.
It is relatively lean in alloy content and as such is not that prone to cracking especially if a few rules are followed.
Hardox is weldable using 7018 electrodes or standard mild steel MIG wire (SG2) but will need preheat for thick sections.

Hardox 400 40mm combined thickness will need 75°C preheat whilst
Hardox 500 20mm combined thickness will need 100°C. Thicker sections
will need higher preheat, and in both grades the interpass temp should
be kept to 150 - 175°C.
If preheating is a problem it is possible to weld without preheat using a 309L type electrode or wire, but remember stainless cannot be burned with standard oxy-acetylene. Some of the digger bucket repairers once warned me of this problem which gives them headaches on subsequent repairs.
If preheating is a problem it is possible to weld without preheat using a 309L type electrode or wire, but remember stainless cannot be burned with standard oxy-acetylene. Some of the digger bucket repairers once warned me of this problem which gives them headaches on subsequent repairs.

Another consideration is that the weld will be softer than the plate.
If this is a potential problem the weld can be capped using a hard facing
electrode or wire. A single pass with a 600 hardness consumable should
match or exceed the hardness of the plate. 2 passes will exceed.
These hardness numbers are Vickers, there is also Brinell and Rockwell hardness scales. Basically all are tests that measure the indentation made by a standard shaped object (either a pyramid or a ball) under a standard load.
These hardness numbers are Vickers, there is also Brinell and Rockwell hardness scales. Basically all are tests that measure the indentation made by a standard shaped object (either a pyramid or a ball) under a standard load.

Welding Wrought Iron
Most Wrought Iron isn't real wrought iron - gates and railings are
normally shaped mild steel. Wrought means the production method not
the shape.
There is very little new real wrought iron. The only place in the world that still makes proper wrought iron is The Real Wrought Iron Company in Thirsk, Yorkshire.
Wrought Iron bends better than mild steel and is very corrosion resistant - it hardly rusts. 100 year old bridges and old railway stations are still standing because they are made from proper wrought iron.
There is very little new real wrought iron. The only place in the world that still makes proper wrought iron is The Real Wrought Iron Company in Thirsk, Yorkshire.
Wrought Iron bends better than mild steel and is very corrosion resistant - it hardly rusts. 100 year old bridges and old railway stations are still standing because they are made from proper wrought iron.

Wrought Iron consists of layers of slag interlaced with almost pure
Iron.
Therefore if you are welding the surface you will be welding pure iron which is easily done. There is strong possibility that you will get lamellar tearing (pulling the layers apart) but its difficult to avoid so it has to be accepted.
If you are welding “through the thickness” you are trying to weld slag which is virtually impossible without getting porosity or cracks.
If the weld doesn't need to be “perfect” a 6013 will do an acceptable job.
If you need a porosity free weld you must use a 7016 type rod and weld, grind back to clean metal, weld again, grind again. Eventually you will get a weld of acceptable appearance, metallurgically it wont be sound but it will probably be stronger than the wrought iron.
Therefore if you are welding the surface you will be welding pure iron which is easily done. There is strong possibility that you will get lamellar tearing (pulling the layers apart) but its difficult to avoid so it has to be accepted.
If you are welding “through the thickness” you are trying to weld slag which is virtually impossible without getting porosity or cracks.
If the weld doesn't need to be “perfect” a 6013 will do an acceptable job.
If you need a porosity free weld you must use a 7016 type rod and weld, grind back to clean metal, weld again, grind again. Eventually you will get a weld of acceptable appearance, metallurgically it wont be sound but it will probably be stronger than the wrought iron.

Failure in an old beam showing laminar tearing
Welding Stainless Steels
Grades of Stainless Steel
To make a steel "stainless" it needs to contain a minimum of 12% Chromium (Cr). The Cr oxidises in the atmosphere forming a passive layer on the surface. This layer, unlike coated steels, is self repairing should it be scratched.The problem with 12% Cr is that it is fairly brittle and only provides the minimum corrosion resistance. Increasing the Chromium content to 17% improves corrosion resistance but increases brittleness. Adding 8% Nickel makes the steel ductile again. Thus 18/8 stainless was born (304). 316 / 316L has additional Molybdenum and higher Nickel which provides greater corrosion resistance.
With stainless when you see two numbers they always refer to the Chromium and Nickel content - 18/8 is 18%Cr and 8%Ni. If you see 3 numbers like 19/12/3 they refer to the Chromium, Nickel and Molybdenum content. 316L is 19%Cr, 12%Ni and 3%Mo.

Welding Stainless
There are 2 common grades of stainless: 304L (welded using 308L filler), and 316L which is welded using 316L filler.Why is 308L filler used for 304L? Basically there are a number of grades that do similar jobs, 302L, 303L and 304L (they are 17/7, 18/8 and 19/9 respectively). 308L is 20/10 so can be used to weld all 3 grades.
Stainless is easy to weld but very difficult to keep flat, the coefficient of linear expansion is 1.7 times that of mild steel. There isn’t much you can do about that except to weld it quickly and by doing so minimise the heat input.
304 and 316 (as opposed to the L low carbon versions) suffer from weld decay. When heated to welding temperatures the Chromium combines with the Carbon leaving the steel short of Chromium and therefore unable to self repair itself.
This was virtually eliminated by introducing stabilised stainless steels 347 and 321 which contain Niobium or Titanium which sacrifices itself to save the Chromium, however, when lower carbon versions 304L and 316L were introduced the problem of weld decay was eliminated. These days the higher (in fact, normal) carbon versions are only used for applications where heat resistance is needed.

Mashed potato extruder nozzle. 316 stainless with welds polished for hygene. (Paul Holland Fabrications)
Stainless Steel Filler Metal Choice
Select the metals to be welded from the purple bars to the top and right. The filler metal is in yellow where the two intersect.| 304L | 316L | 310 | 347 | 321 | 410 | 430 | Mild Steel | |
| 308L | 308L | 310 | 308L | 308L | 309L | 309L | 309L | 304L |
| 308L | 316L | 310 | 316L | 316L | 309L | 309L | 309L | 316L |
| 310 | 310 | 310 | 310 | 310 | 309L | 310 | 310 | 310 |
| 308L | 316L | 310 | 347 | 347 | 309L | 309L | 309L | 347 |
| 308L | 326L | 310 | 347 | 318 | 309L | 309L | 309L | 321 |
| 309L | 309L | 309L | 309L | 309L | 410/309L* | 309L | 309L | 410 |
| 309L | 309L | 310 | 309L | 309L | 309L | 309L** | 309L | 430 |
| 309L | 309L | 310 | 309L | 309L | 309L | 309L | Mild Steel | Mild Steel |
** preheat of 150°C required
Welding Stainless Steel to Mild Steel
The usual choice for the filler when welding stainless to mild is 309L. 309 is over alloyed stainless steel (19/10) so when diluted by the mild steel gives a deposit approximately like 308L / 304L.There are other fillers that give a crack free weld, 312, 308MoL, 307 and 310 will all work but these are less widely available than 309L.

Shielding gasses for MIG
The best gas for MIG welding stainless is 97.5% Argon +2.5% CO2. Previously an Argon/Oxygen mix was widely used, but this doesn't give as smooth a finish as the Argon/CO2 mix.For mild steel welding 80% Argon plus 20% CO2 is common, with 95% Argon plus 5% CO2 often used for thin sections, but even 5% CO2 is too oxidising for stainless and will leave the weld looking black.

304 ductwork for an incinerator
The (Unofficial) History of Stainless Steel
Harry Brearley of Brown-Bayley Steels, Sheffield is often recognised as the inventor of stainless steel. My father worked for him and told me this story.They were making a cast of 14% Manganese Steel and someone added the wrong alloy FeCr instead of FeMn. When they realised their mistake they scrapped the melt. It was stored outside awaiting use but no-one could decide what they could do with it. It stood there for months. One day Brearley noticed it hadn’t rusted and the rest is history. If you read the official version it is very different, more scientific.

Detail of stainless steel flange weld. (Race-Tech)
Hardfacing
Hardfacing is a way of modifying the surface of a component to withstand
abrasion.
The most common grades of weld metal for hard facing are the Martensitic 300 and 600 Hv steels. The 300 is used when the component is to be machined or as an intermediate layer before the 600 hardness. The 600 is basically as hard as it gets but you will see weld metals claiming 1000Hv. These are hard particles in a softer matrix.
One of the best hard facing alloys contains 25 -30 %Cr with 4 - 5% Carbon which gives a very abrasion resistant overlay which is also quite ductile. Its probably worth paying that bit more as it will last a lot longer than the 600Hv alloy. It is especially good for ploughs and digger buckets. This grade is often called Chromium Carbide grade and is typically shown as having a hardness of 60 Rockwell C (Rc).
The most common grades of weld metal for hard facing are the Martensitic 300 and 600 Hv steels. The 300 is used when the component is to be machined or as an intermediate layer before the 600 hardness. The 600 is basically as hard as it gets but you will see weld metals claiming 1000Hv. These are hard particles in a softer matrix.
One of the best hard facing alloys contains 25 -30 %Cr with 4 - 5% Carbon which gives a very abrasion resistant overlay which is also quite ductile. Its probably worth paying that bit more as it will last a lot longer than the 600Hv alloy. It is especially good for ploughs and digger buckets. This grade is often called Chromium Carbide grade and is typically shown as having a hardness of 60 Rockwell C (Rc).

Welding Chrome Moly (CrMo) Steel
This steel is mostly used in power stations. It is also called creep
resistant steel which means that it doesn’t sag even at high temperatures.
It should be welded with similar consumables and you should follow a very precise method. Preheat and post weld heat treatment are almost always involved. The most common consumables according to AWS have a suffix of B2, B3 (something like E8018-B2) and are designed only for welding CrMo steels. Dont use these consumables for any other steels. They are highly crack sensitive.
The photo shows a power station steam pipe. Insulation covers heating coils were used to pre-heat the pipe to 250°C followed by PWHT of around 700-730°C.The welding consumables were TIG for the root deposit (AWS ER90S-B3, 2.4mm wire),then MMA 3.2 and 4.00mm electrodes for the fill and cap (AWS E9018-B3). Often FCAW is used for filling and capping these large bore pipes (AWS E91T1-B3), using 1.2mm wire and Ar/CO2 gas mix.
It should be welded with similar consumables and you should follow a very precise method. Preheat and post weld heat treatment are almost always involved. The most common consumables according to AWS have a suffix of B2, B3 (something like E8018-B2) and are designed only for welding CrMo steels. Dont use these consumables for any other steels. They are highly crack sensitive.
The photo shows a power station steam pipe. Insulation covers heating coils were used to pre-heat the pipe to 250°C followed by PWHT of around 700-730°C.The welding consumables were TIG for the root deposit (AWS ER90S-B3, 2.4mm wire),then MMA 3.2 and 4.00mm electrodes for the fill and cap (AWS E9018-B3). Often FCAW is used for filling and capping these large bore pipes (AWS E91T1-B3), using 1.2mm wire and Ar/CO2 gas mix.

Welding a Chrome Moly steam pipe in a power station
Thin Walled Tube T45 or 4130 grade
A common question is what to use to weld thin walled tube T45 and 4130 used on roll cages and automotive parts. These are also CrMo steels.If you read the books it will tell you that you need to preheat, slow cool and post weld heat treat. However, because they are thin walled tube you don’t need the preheat especially when you TIG weld. The heat of welding is enough. Use A15 or A18 wire, the strength levels don't match but the weld will be thicker than the tube to make up for it.
Read more: http://www.mig-welding.co.uk/steels.htm
Thanks for sharing, Hope this helps many! Keep sharing....
ReplyDeleteHardox Plate
Corten Plate
Thanks for the post! I learned a lot in your blog.By the way please visit TKL for stainless steel products!
ReplyDeleteI never really knew there were different kinds of steel you could work with. I just thought that steel was steel. That's really cool how you can do so much with it though. Welders must have pretty cool jobs. I'm sure no two days are the same since steel is used for so many different kinds of projects!
ReplyDeletehttp://www.101industries.com/fabrication.html
In fact if you use standard MIG wire (SG2) or a 7018 electrode you can weld it without preheat upto 18mm thick, over that a preheat of 100°C ... weldermig.blogspot.com
ReplyDeleteOne of the initial welding tries simply by person was known as forget about welding. Forget about welding principles implies becoming a member of regarding two alloys over the technique of heating system, pounding and impressive. Also, welding consumables are very important about welding process.
ReplyDeleteThanks for sharing such a nice and Informative blog.Keep posting information like this. You can also check Precision Drawell website for Mig Welding Wire Manufacturers.
ReplyDeleteHi,
ReplyDeleteThanks for sharing the wonderful post on stainless steel welding works, i feel your blog will help lot in
solving many problems related to stainless steel welding works.
Thanks, keep posting.
Rajesh
Inox Wire Stainless Steel Manufacturer
Hey really wonderful post your have shared here, I have bookmarked your blog for the future references. Keep posting the article on this topics, i like to visit your blog once again for future updates .
ReplyDeleteWe are leading manufacturers of stainless steel Wires,iron,etc, we are engaged in manufacturing of various kinds of metals like wires,stainless steel & iron like MIG Wire & TIG Wire Iron, Stainless Steel Wire & Iron, etc.
Parag Traders in early 1980 in the GIDC of Vatva, Ahmedabad by Mr. Parag Mashruwala. We commence our business with the focus to cater to the requirement of Welding Electrodes, Equipments and Accessories to various industries specializing in Fabrication, Machine Shop, Forging and Castings in Ahmedabad.
ReplyDeleteWelding Electrodes in India | Welding Electrodes Dealers in India
Welding Equipments Dealer in india | Welding Machine in India
ReplyDeleteMost of the company understand that,selling a bad quality product is a huge waste in time.
In these reason why there are many companies doing research first before they release their products.
but a modern high quality product such as this "www.gvshopfit.com, you have made a right choice by investing your money on this one.They are 100% financing.
I think this site is a great site for equipment concept..For more,
stainless steel
In fact if you use standard MIG wire (SG2) or a 7018 electrode you can weld it without preheat upto 18mm thick, over that a preheat of 100°C ... emigwelder.blogspot.com
ReplyDeleteIn fact if you use standard MIG wire (SG2) or a 7018 electrode you can weld it without preheat upto 18mm thick, over that a preheat of 100°C ... welderwire.blogspot.com
ReplyDeleteThanks for the detailed and useful information shared by you in your blog. Super Duplex Stainless Steel Flange .
ReplyDeleteNice information posted here.we are one of the best steel wire provider in the market.Whoever want to buy steel wire,visit Precision Drawell or call +917620078063.
ReplyDeleteNice post! Thanks for the post, I will look forward to see more posts from your blog. Duplex Stainless Steel Flanges .
ReplyDeleteEngineering companies have materials engineers to determine materials to be used in piping systems. Most pipe is of carbon steel (depending on service) is manufactured to different ASTM standards.
ReplyDeletepipes-tubes
Rinox offers a wide range of products in Stainless Steel Railing, Stainless Steel Handrail, Handrail Accessories, Glass Handrail, Glass Clip, Cable Railing. RINOX products are installed in thousand of locations worldwide including Airport, Shopping Malls, Office Building, Residential Projects, Hospial, Metro Station etc.
ReplyDeleteStainless steel Handrail
ReplyDeleteOnly top quality fittings and other purchased parts are sold by trupply, really happy to buy this product
carbon steel fittings
ReplyDeleteMeanwhile, manufacturing of the carbon casting steel and low alloy casting steel may also employ this law.
Nice blog posted here. One can also get the details of high carbon wire only at Precision Drawell. Thanks for sharing.
ReplyDeletemanganese steel plates
ReplyDeleteStulz Sickles Steel manufactures specialty welding electrodes & semi-automatic welding wires a fabricated steel parts to order.
http://www.stulzsicklessteel.com/
As mentioned, many welder generators come with some other attachments and they can be used for more than one purpose at the same time. Click here now
ReplyDeleteThis comment has been removed by the author.
ReplyDeleteThis comment has been removed by the author.
ReplyDeleteThis comment has been removed by the author.
ReplyDeletehi "Renalyn Torres" your blog is very informative. before reading this article i didn't have any idea about various types of steel. also got to know about how stainless steel made from steel.
ReplyDeleteyou can follow the link to know more about stainless steel. Home
Kindly advise us with the suitable welding electrodes to weld sreel S275 20 mm thickness to SQ690 16 mm thickness
ReplyDeleteKindly advise us with the suitable welding electrodes to weld sreel S275 20 mm thickness to SQ690 16 mm thickness
ReplyDeletePrecision Drawell is leading manufacturers and seller of Steel fibre, Steel fibres in concrete, Steel Fibres For Concrete, Steel Fibre Reinforced Concrete and many more. For Further Detail You Can VISIT precisiondrawell.com
ReplyDeleteThanks for sharing such good information.please share more information about Repair and Maintenance Electrode
ReplyDeleteGreat post. Welding different types of steels,These plates are manufactured by the vendors using superior grade mild steel so as to ensure their longer service life and high tensile strength. ms plate price in Chennai will offer you an affordable price.
ReplyDeleteThanks for sharing this, the portion of welding cast iron is very helpful for me. Cast iron is indeed a strong material and people face much complexity in repairing those things which are made up of cast iron. Some professionals are offering their services related to cast iron repair Austin. They are using different techniques to overcome the issues and most are expensive for the people-.
ReplyDeleteWow! It is excellent blog that you have posted.I am really impressed with your writing skills as well as with the layout of your blog. It is rare to see a great blog like this one today. You made some good points there.If you need any type of service you can visit our website.I checked on the web to find out more about the issue and found most people will go along with your views on this website Welding Services in Birmingham
ReplyDeleteTranslas is a Dutch manufacturer of welding torches since 1960, founded “by welders, for welders” with a passion for innovation and new technologies. We engineer innovative products that boast a distinctive design as well as quality and functionality.
ReplyDeleteExcellent guide on welding different steel types. Your blog is insightful! Check out our website for Inconel 600 Fasteners and welding supplies.
ReplyDeleteExcellent welding guide for different steel types. Your blog is enlightening! Explore our website for Stainless Steel 316 Fasteners and welding supplies.
ReplyDeleteExcellent welding tips for different steel types. Your blog is enlightening! Explore our website for top-grade steel and Din 1.4301Foils.
ReplyDeleteExcellent welding tips for different steel types. Explore our website for top-grade steel and UNS S17400 Pipe.
ReplyDelete"Your post on welding different types of steel is fascinating. If you're into welding, you might want to explore our S355G3+N Sheets, on our website. We have a wide range of options!"
ReplyDelete"Welding different types of steel can be a challenging task. If you're a industry enthusiast, check out our Duplex Steel S32205 Plate supplies on our website. We have everything you need!"
ReplyDelete"Welding different types of steel can be a fascinating skill to learn. If you're into Stainless Steel Flat Flanges, check out our website for a wide selection of Flanges supplies."
ReplyDelete