 |
Butt
welds
|
When
welding a butt joint, center the weld pool on the adjoining edges.
When finishing, decrease the heat (amperage) to aid in filling the
crater.
|
|
 |
|
 |
Lap
joint
|
For
a lap weld, form the weld pool so that the edge of the overlapping
piece and the flat surface of the second piece flow together. Since
the edge will melt faster, dip the filler rod next to the edge and
make sure you are using enough filler metal to complete the joint.
|
|
 |
|
 |
T-joint
|
When
welding a T-joint, the edge and the flat surface are to be joined
together, and the edge will melt faster. Angle the torch to direct
more heat to the flat surface and extend the electrode beyond the
cup to hold a shorter arc. Deposit the filler rod where the edge
is melting.
|
|
 |
|
 |
Corner
joint
|
For
a corner joint, both edges of the adjoining pieces should be melted
and the weld pool should be kept on the joint centerline. A convex
bead is necessary for this joint, so a sufficient amount of filler
metal is needed.
|
|
Read more : http://www.millerwelds.com/resources/tech_tips/TIG_tips/hints_tips.html
 |
Wednesday, 29 January 2014
How do I position my TIG torch for different types of joints?
More jobs for Pinoy welders in Canada
VANCOUVER - Thousands of new jobs in the skilled trades were created in British Columbia when the federal government gave the Vancouver Shipyards the $3.3 billion contract to build 10 new non-combat ships for the Canadian Coast Guard last year.
This includes jobs in welding and pipe-fitting. Anticipating a possible shortage of qualified tradesmen, the Canadian Welding Bureau accredited test centers in the Philippines to screen well-trained welders.
"The welders that we are training in Canada right now are not sufficient to fill that vacuum that's why the Canadian government is looking of hiring temporary workers from outside, and right now, the Philippines is a very favorable place to hire the welders," said Bob Montes, certification services representative of the Canadian Welding Bureau.
Montes added that welders will also be in big demand when construction for the pipeline from Alberta to British Columbia begins.
He said Filipinos have a natural skill for welding and they have a huge plus over others.
"The advantage of the Filipinos is because they can understand and they can read and comprehend standards. When they come here, it's easy for Canadians to give them instructions. If they cannot follow instructions, it will become a safety issue here," Montes said.
He added a skilled welder can earn from 50 Canadian dollars (around P2,000) plus per hour.
Currently, there are only three centers that are accredited by the Canadian Welding Bureau: Brilliant Metal Works, Zoie Training Center and Primary Structures Educational Foundation, all based in Cebu.
Those who pass the test here will get a welding card that is valid anywhere in Canada.
With these developments, the Philippine Labor Office is confident that Canada will continue to hire more temporary foreign workers despite charges that the program is stealing jobs away from Canadians.
"There will always be a need for temporary foreign workers in Canada. If you judge it from yung the last five years, 2009, 10, 11, 12, until now, talagang pataas nang pataas yung numbers nila, Canada-wide and western Canada also especially Alberta, nandoon talaga yung boom," said Atty. Bernardino Julve.
Read more: http://www.abs-cbnnews.com/global-filipino/01/15/14/more-jobs-pinoy-welders-canada
This includes jobs in welding and pipe-fitting. Anticipating a possible shortage of qualified tradesmen, the Canadian Welding Bureau accredited test centers in the Philippines to screen well-trained welders.
"The welders that we are training in Canada right now are not sufficient to fill that vacuum that's why the Canadian government is looking of hiring temporary workers from outside, and right now, the Philippines is a very favorable place to hire the welders," said Bob Montes, certification services representative of the Canadian Welding Bureau.
Montes added that welders will also be in big demand when construction for the pipeline from Alberta to British Columbia begins.
He said Filipinos have a natural skill for welding and they have a huge plus over others.
"The advantage of the Filipinos is because they can understand and they can read and comprehend standards. When they come here, it's easy for Canadians to give them instructions. If they cannot follow instructions, it will become a safety issue here," Montes said.
He added a skilled welder can earn from 50 Canadian dollars (around P2,000) plus per hour.
Currently, there are only three centers that are accredited by the Canadian Welding Bureau: Brilliant Metal Works, Zoie Training Center and Primary Structures Educational Foundation, all based in Cebu.
Those who pass the test here will get a welding card that is valid anywhere in Canada.
With these developments, the Philippine Labor Office is confident that Canada will continue to hire more temporary foreign workers despite charges that the program is stealing jobs away from Canadians.
"There will always be a need for temporary foreign workers in Canada. If you judge it from yung the last five years, 2009, 10, 11, 12, until now, talagang pataas nang pataas yung numbers nila, Canada-wide and western Canada also especially Alberta, nandoon talaga yung boom," said Atty. Bernardino Julve.
Read more: http://www.abs-cbnnews.com/global-filipino/01/15/14/more-jobs-pinoy-welders-canada
Wednesday, 22 January 2014
Welding Different Types of Steel
Welding Mild Steel
These days mild steel is usually Carbon Manganese steel. Traditional mild
steel used to contain less than 0.10% Carbon in Iron but it is rare these
days. Now Carbon Manganese steels have taken over and are commonly called
mild steel. They contain more Carbon and also Manganese which improves the
strength whilst retaining the ductility / malleability.
Steel grades known as S235, S275 and S355 are Carbon Manganese steels,
as well as the now obsolete grades such as BS4360 43A and 50D.
These steels are eminently weldable using 6013 electrodes or G3Si1 (SG2) MIG wire up to 18mm thick. Above that its probably wise to change to 7018 electrodes but the wire can remain as G3Si1 or SG2. This MIG wire is usually low hydrogen, often lower than low hydrogen electrodes, but beware of some of the lesser known brands.
Some of the higher grades of mild steel need low hydrogen rods to match the strength, and some need low alloy (such as 1% Nickel steel) for strength and low temperature toughness.
These steels are eminently weldable using 6013 electrodes or G3Si1 (SG2) MIG wire up to 18mm thick. Above that its probably wise to change to 7018 electrodes but the wire can remain as G3Si1 or SG2. This MIG wire is usually low hydrogen, often lower than low hydrogen electrodes, but beware of some of the lesser known brands.
Some of the higher grades of mild steel need low hydrogen rods to match the strength, and some need low alloy (such as 1% Nickel steel) for strength and low temperature toughness.

Mild steel structure during lifting load test
The thicker the steel the more stresses and strains are produced
by the heat of welding. 7018s produce a cleaner, more ductile and stronger
weld metal better equipped to withstand these higher stresses. Also
the thicker the plate the greater the chance of hydrogen
induced cracking. 7018s are low hydrogen and as such are less prone.
- Less than 18mm use 6013
- Greater than 18mm use 7018
- Increasing thickness use preheat
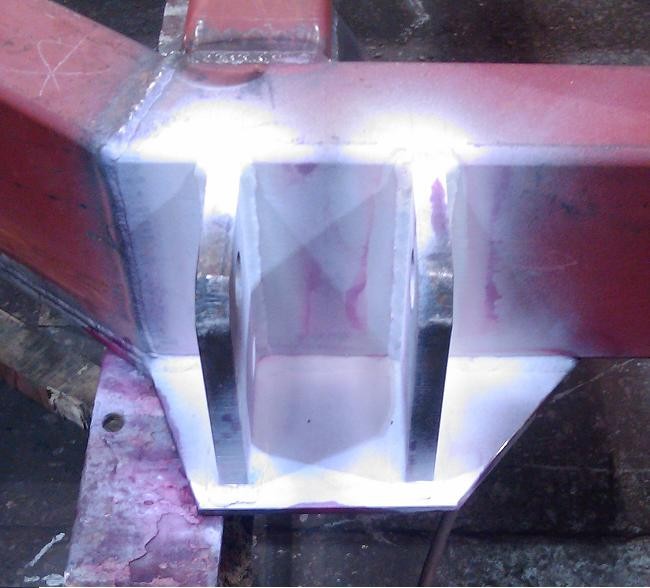
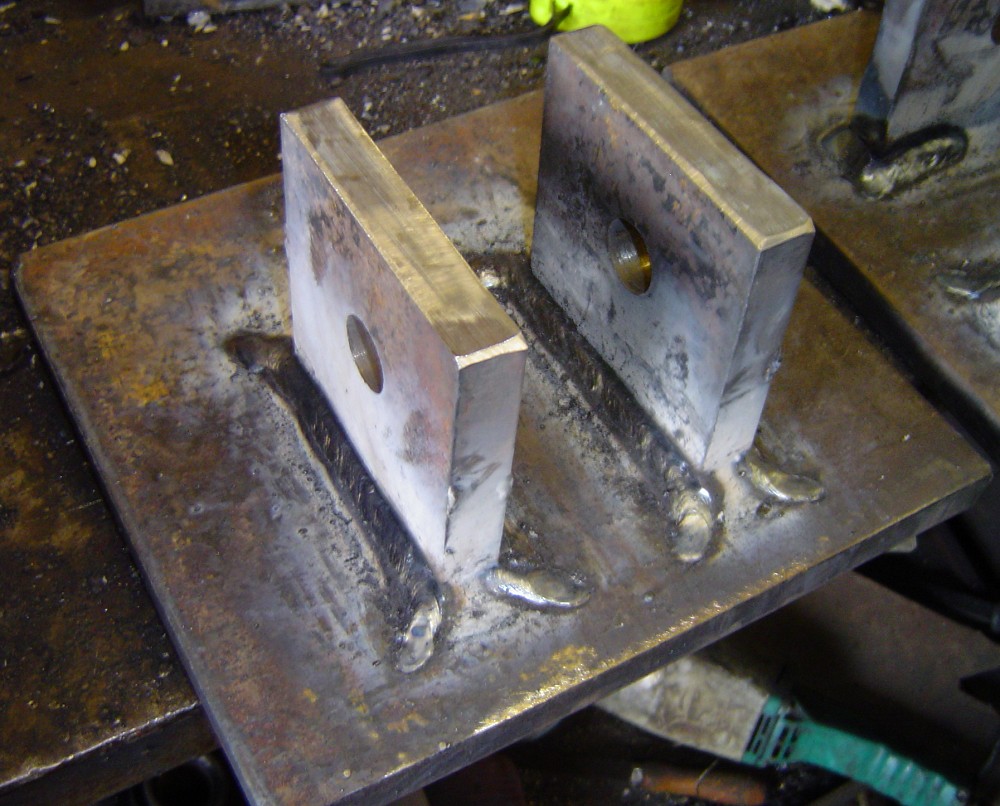
Dye penetrant test on mild steel lifting eye
Mild Steel MIG Wire SG2 or SG3
Just to confuse us the designations SG2 and SG3 are now obsolete, replaced by G3Si1 and G4Si1 respectively. That’s right SG2 is now G3Si1 and SG3 is now G4Si1.The old A18 designation is really SG2. The American spec AWS ER70S-6 encompasses both the G3Si1 and the G4Si1, although for commercial/ production reasons it is more likely to be G3Si1.
What is the difference? Well G4Si1 has higher Silicon and Manganese making it both higher strength and better able to cope with rusty steel plate without producing porous welds.
Many believe SG3 or G4Si1 is higher grade, better quality. It isn’t its just different. Because of the higher Si it flows better and for this reason many welders prefer it to SG2. SG3 also carries current better and will produce welds of acceptable appearance on settings at least 100 amps higher than SG2, with advantageous affect on productivity. This grade also appears the best suited to some of the new electronic wave form control equipment such as Surface Tension Transfer (STT).

G3Si1 mild steel MIG welding wire
Welding Engineering Steels
EN19 and EN24 / EN24T
EN19 and EN24 / EN24T are classed as Engineering Steels and are normally used because of their extremely high strength. They are used a lot in Fork Trucks (Tangs and Masts) and many other component parts.In many cases the designer will specify their use without any thought for welding, and they are very difficult to weld.
It is possible to weld Engineering Steels successfully using mild steel fillers (7018s and SG2) but this method has a greater chance of hydrogen induced cracking and will also result in a weld much weaker than the parent.
The belt and braces approach is to preheat the parent to 250°C and weld 2 layers of E312 (electrode or wire) onto both of the surfaces to be welded. Allow to cool slowly, packed in sand or some other insulator. Once cool the surfaces can be welded together using the same 312 . If the joint is over 12mm thick it is important to stop welding after every layer and allow the weld to cool to room temperature. This is to prevent the weld becoming too hot and forming a very brittle microstructure known as Sigma.
The reason behind the use of E312 is that it is an austenitic / ferritic stainless steel with a tensile strength of over 800N/mm2 which is close to the parent which could be over 1000N/mm2. E312, being austenitic will absorb Hydrogen and therefore not allow it to pass into the Hydrogen crack susceptible structure of these steels.
- Preheat to 250°C
- Butter the faces with 2 layers of E312
- Allow to cool slowly
- Weld the buttered faces together using E312
- If over 12mm thick keep stopping and allow to cool
EN8
En8 is another engineering steel but not as problematic as En 24T etc. It used to be called 40 carbon steel meaning it had a high carbon content to impart high strength. These days it retains the strength levels (because of thermo mechanical rolling) yet it is much lower carbon so much easier to weld.In fact if you use standard MIG wire (SG2) or a 7018 electrode you can weld it without preheat upto 18mm thick, over that a preheat of 100°C should prevent cracking.
All this assumes it is of western European origin. Some of the steel coming in from eastern Europe and the far east is loaded with carbon and may need up to 250°C preheat to prevent cracking.
Clevice fabricated from 18mm EN8 Steel. (E.T Brown and Son)
Welding Corten Steel
Corten is a trade name for Weathering Steel. In other words its steel
that still goes rusty but it rusts a nice colour and it resists the
spalling black lumps that fall off ordinary mild steel.
Corten contains small amounts of Chromium, Nickel and Copper which impart the weather resistance. It is used mostly in structural applications.
Many buildings appear to have been painted orange but in reality are untreated corten steel.
Corten contains small amounts of Chromium, Nickel and Copper which impart the weather resistance. It is used mostly in structural applications.
Many buildings appear to have been painted orange but in reality are untreated corten steel.

When welding Corten the precautions are similar to mild
steel except that you may need a special filler material to produce
the weathering steel weld. (6013s are not acceptable.)
- If the plate is 10mm thick or less, and the weld is a single pass (eg a fillet weld), you can use an E7018 or SG2 MIG wire. This is because you will get enough dilution from the plate to render the weld weathering.
- If it's greater than 10mm thick or a multi-pass weld you need to use a filler containing approximately 1% Nickel and 0.5% Copper (otherwise mild steel), or one containing 2.5% Nickel (otherwise mild steel).
Welding Cast Iron
There are many different cast irons, many of which are totally unweldable as
they will crack when you heat them. Fortunately by far the most common and the
most frequently used for car components (bell housings etc) is called Nodular
or SG Iron.
Nodular Cast Iron is modified by adding an innoculant just before
casting (Magnesium or Cerium) which changes the shape of the graphite
flakes from pointed (stress raiser) to spheroidal (hence SG or Spheroidal
Graphite). This grade welds relatively easily but there is a knack to
it:
- Keep it cool not cold (around 50°C is a good indicator).
- Avoid long runs, 25mm max.
- Balance the welds across the joint - start at one end and then weld a bit at the opposite end.
- Use specialist Nickel Iron electrodes that run on low current. (MIG has no speed advantage and a coil of wire will be upwards of £1000.)
- After every weld peen the bead (tap it lightly with the round part of a ball pein hammer). When preparing the joint grind out the surface to be welded so you get a full penetration weld.
- If it’s a crack repair, grind out the crack, drill the ends to stop it propagating, and allow to cool to room temperature after every weld.

Casting repair using Lincoln Cast (Nickel Iron) Rods. (W.H.Hannaford)
Preheat or Not?
To preheat effectively you need to heat the casting to 500°C (I wouldn’t fancy trying to weld it when its that hot). Also the preheat has to be applied consistently, no hot spots or cold spots. Castings are usually variable section thickness so the thick bits need to be the same temperature as the thin bits. Really the only way to effectively preheat is to use an oven / furnace which makes it very difficult. Therefore the cool method is the most widely used.The weld metal filler specifically designed for cast iron is either pure nickel or nickel-iron. It is possible to use mild steel but it will pick up carbon from the cast iron and become very hard and brittle which makes it crack sensitive and very difficult to grind back to shape. Nickel blocks the migration of carbon therefore it doesn’t become brittle, even the nickel-iron alloy, so it can be machined and it retains its elasticity.
The electode coatings used are designed to promote operation at low currents and consist mainly of graphite which is an excellent electrical conductor. Why is this type of coating only used on cast iron rods? For exactly the same reason as mentioned in the earlier paragraph. Graphite would add carbon to, and embrittle, virtually any steel but not nickel rich alloys.

The completed repair. (W.H.Hannaford)
Welding Weldox or RQT or (generic) S690 Steels
Weldox, RQT and S690 are the same steels and are usually known by
the trade name Weldox. They are very high strength steels but have lean
compositions (low alloy). Their strength is achieved by thermo-mechanical
means: rolling and quenching and tempering (RQT).
These days they find use in all sorts of fabrications from battery powered vehicles to skips, in fact anywhere where their increased strength can be used to lighten the fabrication. If the strength is higher you need less thickness to provide the same overall strength. Thinner equals lighter and alighter skip can hold more rubbish but maintain the same overall weight.
These days they find use in all sorts of fabrications from battery powered vehicles to skips, in fact anywhere where their increased strength can be used to lighten the fabrication. If the strength is higher you need less thickness to provide the same overall strength. Thinner equals lighter and alighter skip can hold more rubbish but maintain the same overall weight.

These steels provide little problems in welding providing the correct
consumables are used in the correct procedure.
As far as consumables are concerned you need an E10018-G or a 11018-G electrode or an ER100S-G or ER110S-G wire.
The procedure is reliant on the correct preheat for the thickness of plate involved. Preheats increase with thickness. Over 30mm you need 75°C and over 70mm thick its 100°C. These thicknesses are combined so if its 20mm to 20mm its 40mm combined. These preheats assume a heat input of 1.7kJ/mm which is common with electrodes but more difficult with MIG (the tendency in MIG is for lower heat input so higher preheats are required).
As far as consumables are concerned you need an E10018-G or a 11018-G electrode or an ER100S-G or ER110S-G wire.
The procedure is reliant on the correct preheat for the thickness of plate involved. Preheats increase with thickness. Over 30mm you need 75°C and over 70mm thick its 100°C. These thicknesses are combined so if its 20mm to 20mm its 40mm combined. These preheats assume a heat input of 1.7kJ/mm which is common with electrodes but more difficult with MIG (the tendency in MIG is for lower heat input so higher preheats are required).

Heat Input is a number that relates to the energy applied to the
weld. It is Volts x Amps x Time / Length.
Given that a process such as MIG will weld faster than MMA, the time taken for a unit length will be shorter so the divider will be greater and thus the heat input will be lower (even though the amps might be higher). Think of it like waving a gas flame across the weld. Do it slowly and it will get the plate hotter than wafting it across very quickly.
The greater the Heat Input the more heat in the weld.
Given that a process such as MIG will weld faster than MMA, the time taken for a unit length will be shorter so the divider will be greater and thus the heat input will be lower (even though the amps might be higher). Think of it like waving a gas flame across the weld. Do it slowly and it will get the plate hotter than wafting it across very quickly.
The greater the Heat Input the more heat in the weld.

Welding Hardox Steels
Hardox is a trade name of SSAB (equivalents are available from other
manufacturers).
It is wear plate, designed to last longer than standard mild steel. There are various hardness levels with 400 and 500 being the most common.
It is relatively lean in alloy content and as such is not that prone to cracking especially if a few rules are followed.
Hardox is weldable using 7018 electrodes or standard mild steel MIG wire (SG2) but will need preheat for thick sections.
It is wear plate, designed to last longer than standard mild steel. There are various hardness levels with 400 and 500 being the most common.
It is relatively lean in alloy content and as such is not that prone to cracking especially if a few rules are followed.
Hardox is weldable using 7018 electrodes or standard mild steel MIG wire (SG2) but will need preheat for thick sections.

Hardox 400 40mm combined thickness will need 75°C preheat whilst
Hardox 500 20mm combined thickness will need 100°C. Thicker sections
will need higher preheat, and in both grades the interpass temp should
be kept to 150 - 175°C.
If preheating is a problem it is possible to weld without preheat using a 309L type electrode or wire, but remember stainless cannot be burned with standard oxy-acetylene. Some of the digger bucket repairers once warned me of this problem which gives them headaches on subsequent repairs.
If preheating is a problem it is possible to weld without preheat using a 309L type electrode or wire, but remember stainless cannot be burned with standard oxy-acetylene. Some of the digger bucket repairers once warned me of this problem which gives them headaches on subsequent repairs.

Another consideration is that the weld will be softer than the plate.
If this is a potential problem the weld can be capped using a hard facing
electrode or wire. A single pass with a 600 hardness consumable should
match or exceed the hardness of the plate. 2 passes will exceed.
These hardness numbers are Vickers, there is also Brinell and Rockwell hardness scales. Basically all are tests that measure the indentation made by a standard shaped object (either a pyramid or a ball) under a standard load.
These hardness numbers are Vickers, there is also Brinell and Rockwell hardness scales. Basically all are tests that measure the indentation made by a standard shaped object (either a pyramid or a ball) under a standard load.

Welding Wrought Iron
Most Wrought Iron isn't real wrought iron - gates and railings are
normally shaped mild steel. Wrought means the production method not
the shape.
There is very little new real wrought iron. The only place in the world that still makes proper wrought iron is The Real Wrought Iron Company in Thirsk, Yorkshire.
Wrought Iron bends better than mild steel and is very corrosion resistant - it hardly rusts. 100 year old bridges and old railway stations are still standing because they are made from proper wrought iron.
There is very little new real wrought iron. The only place in the world that still makes proper wrought iron is The Real Wrought Iron Company in Thirsk, Yorkshire.
Wrought Iron bends better than mild steel and is very corrosion resistant - it hardly rusts. 100 year old bridges and old railway stations are still standing because they are made from proper wrought iron.

Wrought Iron consists of layers of slag interlaced with almost pure
Iron.
Therefore if you are welding the surface you will be welding pure iron which is easily done. There is strong possibility that you will get lamellar tearing (pulling the layers apart) but its difficult to avoid so it has to be accepted.
If you are welding “through the thickness” you are trying to weld slag which is virtually impossible without getting porosity or cracks.
If the weld doesn't need to be “perfect” a 6013 will do an acceptable job.
If you need a porosity free weld you must use a 7016 type rod and weld, grind back to clean metal, weld again, grind again. Eventually you will get a weld of acceptable appearance, metallurgically it wont be sound but it will probably be stronger than the wrought iron.
Therefore if you are welding the surface you will be welding pure iron which is easily done. There is strong possibility that you will get lamellar tearing (pulling the layers apart) but its difficult to avoid so it has to be accepted.
If you are welding “through the thickness” you are trying to weld slag which is virtually impossible without getting porosity or cracks.
If the weld doesn't need to be “perfect” a 6013 will do an acceptable job.
If you need a porosity free weld you must use a 7016 type rod and weld, grind back to clean metal, weld again, grind again. Eventually you will get a weld of acceptable appearance, metallurgically it wont be sound but it will probably be stronger than the wrought iron.

Failure in an old beam showing laminar tearing
Welding Stainless Steels
Grades of Stainless Steel
To make a steel "stainless" it needs to contain a minimum of 12% Chromium (Cr). The Cr oxidises in the atmosphere forming a passive layer on the surface. This layer, unlike coated steels, is self repairing should it be scratched.The problem with 12% Cr is that it is fairly brittle and only provides the minimum corrosion resistance. Increasing the Chromium content to 17% improves corrosion resistance but increases brittleness. Adding 8% Nickel makes the steel ductile again. Thus 18/8 stainless was born (304). 316 / 316L has additional Molybdenum and higher Nickel which provides greater corrosion resistance.
With stainless when you see two numbers they always refer to the Chromium and Nickel content - 18/8 is 18%Cr and 8%Ni. If you see 3 numbers like 19/12/3 they refer to the Chromium, Nickel and Molybdenum content. 316L is 19%Cr, 12%Ni and 3%Mo.

Welding Stainless
There are 2 common grades of stainless: 304L (welded using 308L filler), and 316L which is welded using 316L filler.Why is 308L filler used for 304L? Basically there are a number of grades that do similar jobs, 302L, 303L and 304L (they are 17/7, 18/8 and 19/9 respectively). 308L is 20/10 so can be used to weld all 3 grades.
Stainless is easy to weld but very difficult to keep flat, the coefficient of linear expansion is 1.7 times that of mild steel. There isn’t much you can do about that except to weld it quickly and by doing so minimise the heat input.
304 and 316 (as opposed to the L low carbon versions) suffer from weld decay. When heated to welding temperatures the Chromium combines with the Carbon leaving the steel short of Chromium and therefore unable to self repair itself.
This was virtually eliminated by introducing stabilised stainless steels 347 and 321 which contain Niobium or Titanium which sacrifices itself to save the Chromium, however, when lower carbon versions 304L and 316L were introduced the problem of weld decay was eliminated. These days the higher (in fact, normal) carbon versions are only used for applications where heat resistance is needed.

Mashed potato extruder nozzle. 316 stainless with welds polished for hygene. (Paul Holland Fabrications)
Stainless Steel Filler Metal Choice
Select the metals to be welded from the purple bars to the top and right. The filler metal is in yellow where the two intersect.| 304L | 316L | 310 | 347 | 321 | 410 | 430 | Mild Steel | |
| 308L | 308L | 310 | 308L | 308L | 309L | 309L | 309L | 304L |
| 308L | 316L | 310 | 316L | 316L | 309L | 309L | 309L | 316L |
| 310 | 310 | 310 | 310 | 310 | 309L | 310 | 310 | 310 |
| 308L | 316L | 310 | 347 | 347 | 309L | 309L | 309L | 347 |
| 308L | 326L | 310 | 347 | 318 | 309L | 309L | 309L | 321 |
| 309L | 309L | 309L | 309L | 309L | 410/309L* | 309L | 309L | 410 |
| 309L | 309L | 310 | 309L | 309L | 309L | 309L** | 309L | 430 |
| 309L | 309L | 310 | 309L | 309L | 309L | 309L | Mild Steel | Mild Steel |
** preheat of 150°C required
Welding Stainless Steel to Mild Steel
The usual choice for the filler when welding stainless to mild is 309L. 309 is over alloyed stainless steel (19/10) so when diluted by the mild steel gives a deposit approximately like 308L / 304L.There are other fillers that give a crack free weld, 312, 308MoL, 307 and 310 will all work but these are less widely available than 309L.

Shielding gasses for MIG
The best gas for MIG welding stainless is 97.5% Argon +2.5% CO2. Previously an Argon/Oxygen mix was widely used, but this doesn't give as smooth a finish as the Argon/CO2 mix.For mild steel welding 80% Argon plus 20% CO2 is common, with 95% Argon plus 5% CO2 often used for thin sections, but even 5% CO2 is too oxidising for stainless and will leave the weld looking black.

304 ductwork for an incinerator
The (Unofficial) History of Stainless Steel
Harry Brearley of Brown-Bayley Steels, Sheffield is often recognised as the inventor of stainless steel. My father worked for him and told me this story.They were making a cast of 14% Manganese Steel and someone added the wrong alloy FeCr instead of FeMn. When they realised their mistake they scrapped the melt. It was stored outside awaiting use but no-one could decide what they could do with it. It stood there for months. One day Brearley noticed it hadn’t rusted and the rest is history. If you read the official version it is very different, more scientific.

Detail of stainless steel flange weld. (Race-Tech)
Hardfacing
Hardfacing is a way of modifying the surface of a component to withstand
abrasion.
The most common grades of weld metal for hard facing are the Martensitic 300 and 600 Hv steels. The 300 is used when the component is to be machined or as an intermediate layer before the 600 hardness. The 600 is basically as hard as it gets but you will see weld metals claiming 1000Hv. These are hard particles in a softer matrix.
One of the best hard facing alloys contains 25 -30 %Cr with 4 - 5% Carbon which gives a very abrasion resistant overlay which is also quite ductile. Its probably worth paying that bit more as it will last a lot longer than the 600Hv alloy. It is especially good for ploughs and digger buckets. This grade is often called Chromium Carbide grade and is typically shown as having a hardness of 60 Rockwell C (Rc).
The most common grades of weld metal for hard facing are the Martensitic 300 and 600 Hv steels. The 300 is used when the component is to be machined or as an intermediate layer before the 600 hardness. The 600 is basically as hard as it gets but you will see weld metals claiming 1000Hv. These are hard particles in a softer matrix.
One of the best hard facing alloys contains 25 -30 %Cr with 4 - 5% Carbon which gives a very abrasion resistant overlay which is also quite ductile. Its probably worth paying that bit more as it will last a lot longer than the 600Hv alloy. It is especially good for ploughs and digger buckets. This grade is often called Chromium Carbide grade and is typically shown as having a hardness of 60 Rockwell C (Rc).

Welding Chrome Moly (CrMo) Steel
This steel is mostly used in power stations. It is also called creep
resistant steel which means that it doesn’t sag even at high temperatures.
It should be welded with similar consumables and you should follow a very precise method. Preheat and post weld heat treatment are almost always involved. The most common consumables according to AWS have a suffix of B2, B3 (something like E8018-B2) and are designed only for welding CrMo steels. Dont use these consumables for any other steels. They are highly crack sensitive.
The photo shows a power station steam pipe. Insulation covers heating coils were used to pre-heat the pipe to 250°C followed by PWHT of around 700-730°C.The welding consumables were TIG for the root deposit (AWS ER90S-B3, 2.4mm wire),then MMA 3.2 and 4.00mm electrodes for the fill and cap (AWS E9018-B3). Often FCAW is used for filling and capping these large bore pipes (AWS E91T1-B3), using 1.2mm wire and Ar/CO2 gas mix.
It should be welded with similar consumables and you should follow a very precise method. Preheat and post weld heat treatment are almost always involved. The most common consumables according to AWS have a suffix of B2, B3 (something like E8018-B2) and are designed only for welding CrMo steels. Dont use these consumables for any other steels. They are highly crack sensitive.
The photo shows a power station steam pipe. Insulation covers heating coils were used to pre-heat the pipe to 250°C followed by PWHT of around 700-730°C.The welding consumables were TIG for the root deposit (AWS ER90S-B3, 2.4mm wire),then MMA 3.2 and 4.00mm electrodes for the fill and cap (AWS E9018-B3). Often FCAW is used for filling and capping these large bore pipes (AWS E91T1-B3), using 1.2mm wire and Ar/CO2 gas mix.

Welding a Chrome Moly steam pipe in a power station
Thin Walled Tube T45 or 4130 grade
A common question is what to use to weld thin walled tube T45 and 4130 used on roll cages and automotive parts. These are also CrMo steels.If you read the books it will tell you that you need to preheat, slow cool and post weld heat treat. However, because they are thin walled tube you don’t need the preheat especially when you TIG weld. The heat of welding is enough. Use A15 or A18 wire, the strength levels don't match but the weld will be thicker than the tube to make up for it.
Read more: http://www.mig-welding.co.uk/steels.htm
Salary about a Journey Man Welder
Welders join metals in factories, repair shops and construction sites using more than 100 methods, including electrical current or arc welding. These days, many welders learn the trade in classes in high schools, technical schools and two-year colleges, although some employers hire inexperienced workers and train them through apprenticeships. After completing training classes or an apprenticeship, you qualify to work as a journeyman welder for a welder's salary.
Sponsored Link
Welding Wholesale
Supplies Made to Order from World's Largest Supplier Base. Top Deals!
www.alibaba.com
National Averages
The U.S. Bureau of Labor Statistics groups welders in its "Welders, Cutters, Solderers and Brazers" job category. The average pay for these workers was $18.46 an hour or $38,410 a year as of 2012. The lowest-earning 10 percent received annual salaries of $24,720 or less, while the highest-paid 10 percent earned $56,130 or more. Half of welders surveyed earned yearly incomes of $29,730 to $44,970.
Industry Pay
A welder's pay depends in part on the type of employer. Architectural and structural metals manufacturing firms were the biggest employer of welders in 2012, paying an average annual income of $35,310, according to the BLS. Welders in agriculture, construction, and mining machinery manufacturing averaged $36,290 per year, while those in motor vehicle manufacturing averaged $33,420. Welders averaged $38,040 working for companies in the commercial and industrial equipment field. The top-paying industry for welders in 2012 was electric power, at an average of $62,850 per year.
Pay by Location
As with most jobs, a journeyman welder's pay also depends on the location. The BLS reports that welders in Alaska had the highest average salaries in 2012, at $69,390 a year. Hawaii ranked second at $58,430 a year, followed by the District of Columbia at an average of $56,580. Among metro areas, Anchorage, Alaska and Peabody, Mass. had the highest average pay for welders. In both places, average annual salaries exceeded $65,000 per year.
Job Outlook
The Bureau of Labor Statistics predicts 15 percent job growth for welders between 2010 and 2020, compared to 14 percent for all jobs. Manufacturing, defense and infrastructure repair will all produce more positions for welders. New welding school graduates and welders who are up-to-date on the latest technology will have the best job prospects. Those unfamiliar with the latest techniques will find the job hunt more competitive. However, welders able to relocate will have an easier time finding work.
Read more: http://everydaylife.globalpost.com/salary-journeyman-welder-11236.html
Sponsored Link
Welding Wholesale
Supplies Made to Order from World's Largest Supplier Base. Top Deals!
www.alibaba.com
National Averages
The U.S. Bureau of Labor Statistics groups welders in its "Welders, Cutters, Solderers and Brazers" job category. The average pay for these workers was $18.46 an hour or $38,410 a year as of 2012. The lowest-earning 10 percent received annual salaries of $24,720 or less, while the highest-paid 10 percent earned $56,130 or more. Half of welders surveyed earned yearly incomes of $29,730 to $44,970.
Industry Pay
A welder's pay depends in part on the type of employer. Architectural and structural metals manufacturing firms were the biggest employer of welders in 2012, paying an average annual income of $35,310, according to the BLS. Welders in agriculture, construction, and mining machinery manufacturing averaged $36,290 per year, while those in motor vehicle manufacturing averaged $33,420. Welders averaged $38,040 working for companies in the commercial and industrial equipment field. The top-paying industry for welders in 2012 was electric power, at an average of $62,850 per year.
Pay by Location
As with most jobs, a journeyman welder's pay also depends on the location. The BLS reports that welders in Alaska had the highest average salaries in 2012, at $69,390 a year. Hawaii ranked second at $58,430 a year, followed by the District of Columbia at an average of $56,580. Among metro areas, Anchorage, Alaska and Peabody, Mass. had the highest average pay for welders. In both places, average annual salaries exceeded $65,000 per year.
Job Outlook
The Bureau of Labor Statistics predicts 15 percent job growth for welders between 2010 and 2020, compared to 14 percent for all jobs. Manufacturing, defense and infrastructure repair will all produce more positions for welders. New welding school graduates and welders who are up-to-date on the latest technology will have the best job prospects. Those unfamiliar with the latest techniques will find the job hunt more competitive. However, welders able to relocate will have an easier time finding work.
Read more: http://everydaylife.globalpost.com/salary-journeyman-welder-11236.html
Sunday, 19 January 2014
Whole Sale Welding Supplies
When it comes to Welding & Engineering Supplies in Ireland we will not be beaten on price or quality. We sell everything from MIG
Welders, TIG Welders, ARC Welders, Abrasives, Plasma Cutters, Welding
Consumables, Safety Gear, Welding Helmets & Spares, Gas Equipment,
Power Tools, Hand Tools, Cleaning and Janitorial Equipment, Power
Washers, Metalworking Machinery, Electrical, Generators and much more. We have over 3000 products online to choose from.
Our goal is to bring you the highest quality brand name products at the lowest prices anywhere in Ireland. We source 100% of our products from trusted manufacturers within Europe. Brands such as Parweld, SWP, R-tech Welding, Klingspor, Clarke, Silverline, Starrett, Hitachi, Honda. Names that people trust.
We supply to everyone: from the household customer and DIY Enthusiasts right through to the more larger companies throughout Ireland.
 We currently stock all our items in our impressive warehouse in
Rathcoole in Dublin. Orders can be placed on this easy to use, 100%
Secure Website or over the phone by calling us. We hope you enjoy your
shopping experience with us and if you have any questions, issues, or
just want to chat please call us on 01 6040808.
We currently stock all our items in our impressive warehouse in
Rathcoole in Dublin. Orders can be placed on this easy to use, 100%
Secure Website or over the phone by calling us. We hope you enjoy your
shopping experience with us and if you have any questions, issues, or
just want to chat please call us on 01 6040808.
NOTE: We do not have a trade counter. We only operate as an online retailer.
Read more :http://www.wholesaleweldingsupplies.ie/
Our goal is to bring you the highest quality brand name products at the lowest prices anywhere in Ireland. We source 100% of our products from trusted manufacturers within Europe. Brands such as Parweld, SWP, R-tech Welding, Klingspor, Clarke, Silverline, Starrett, Hitachi, Honda. Names that people trust.
We supply to everyone: from the household customer and DIY Enthusiasts right through to the more larger companies throughout Ireland.
We currently stock all our items in our impressive warehouse in
Rathcoole in Dublin. Orders can be placed on this easy to use, 100%
Secure Website or over the phone by calling us. We hope you enjoy your
shopping experience with us and if you have any questions, issues, or
just want to chat please call us on 01 6040808.NOTE: We do not have a trade counter. We only operate as an online retailer.
Read more :http://www.wholesaleweldingsupplies.ie/
Wednesday, 15 January 2014


Tuesday, 14 January 2014
How Does a MIG Welder Work?
If you're thinking about getting into welding,
you have to ask yourself what type of welding you are interested in
doing before you buy any equipment. Most welding machines are capable of
making most joints in metal, but they are all better at some jobs than
others. By far the most universal welder is a MIG. You can use a MIG
welder to weld thin gauge sheet metal or heavy steel pipe. A pro can
make beautiful, smooth, deep welds with a MIG welder, but an amateur can
get an adequate weld out of the machine, too. They are simple enough to
use that you can plug the thing in, crank up the gas shield and start
doing some welding -- ok, that's simplifying things more than a little
bit, but the fact is MIG welders these days aren't tough to jump into at
all.
So, what does MIG mean anyway? Before we get there, let's talk about arc welders. Arc welders use high voltage electricity to generate enough heat to make a weld. There are different types of arc welders -- stick, TIG, MIG -- but the difference between them is not in the electricity they use or how they use it, but in the other element common to arc welders, a gas shield. The gas shield can be created by a flux that releases gas due to a chemical reaction, or by a cloud of gas released from a tank connected to the welder. In the case of a MIG welder, the tank is filled with a mixture named Metal Inert Gas by the industry. The gas recipe varies, but the name indicates that none of them will react with metal and add any contaminants to your weld. This gas is pumped through your welding cable from that metal tank you had to lease or buy. It comes out of the same nozzle your welding wire is fed through so it literally creates a protective cloud around the arc as you're welding.
A MIG welder is also a wire-feed type welder. The metal that it uses to create the weld material is held on a spool inside the welder. The type of material it uses depends on what type of metals you're joining, but it's always a metallic wire. For beginners, or for welders who need ultimate portability, some welding wire contains flux inside it, eliminating the need for a separate tank of welding gas. This works, but is inferior to a proper gas setup. The wire is fed through the nozzle coming out as you pull the trigger. The welding wire itself completes the arc that was started when you clamped the other electrode to your welding project.
A MIG welder has a number of different heat settings which allow you to set the machine to just the right power to get a deep weld with good penetration, but not so much power that you burn a whole in your project. Don't worry if you do this a few times before you get things right. Even seasoned welders are suprised from time to time and end up having to make last minute adjustments to their heat settings. There is also an adjustment to the feed rate of your wire. This will vary by project and equipment, but as you get to know your usual jobs and your welding machine, you'll fine tune your feed rate. It's always a good idea to do a test bead on some scrap metal before you start working on your valuable project. A properly set up machine that is welding clean metal will sound like bacon sizzling in a pan. Getting the heat and feed settings right before the real job is in front of you can save lots of time and money.
Read more: http://autorepair.about.com/od/glossary/a/How-Does-A-Mig-Welder-Work.htm
So, what does MIG mean anyway? Before we get there, let's talk about arc welders. Arc welders use high voltage electricity to generate enough heat to make a weld. There are different types of arc welders -- stick, TIG, MIG -- but the difference between them is not in the electricity they use or how they use it, but in the other element common to arc welders, a gas shield. The gas shield can be created by a flux that releases gas due to a chemical reaction, or by a cloud of gas released from a tank connected to the welder. In the case of a MIG welder, the tank is filled with a mixture named Metal Inert Gas by the industry. The gas recipe varies, but the name indicates that none of them will react with metal and add any contaminants to your weld. This gas is pumped through your welding cable from that metal tank you had to lease or buy. It comes out of the same nozzle your welding wire is fed through so it literally creates a protective cloud around the arc as you're welding.
A MIG welder is also a wire-feed type welder. The metal that it uses to create the weld material is held on a spool inside the welder. The type of material it uses depends on what type of metals you're joining, but it's always a metallic wire. For beginners, or for welders who need ultimate portability, some welding wire contains flux inside it, eliminating the need for a separate tank of welding gas. This works, but is inferior to a proper gas setup. The wire is fed through the nozzle coming out as you pull the trigger. The welding wire itself completes the arc that was started when you clamped the other electrode to your welding project.
A MIG welder has a number of different heat settings which allow you to set the machine to just the right power to get a deep weld with good penetration, but not so much power that you burn a whole in your project. Don't worry if you do this a few times before you get things right. Even seasoned welders are suprised from time to time and end up having to make last minute adjustments to their heat settings. There is also an adjustment to the feed rate of your wire. This will vary by project and equipment, but as you get to know your usual jobs and your welding machine, you'll fine tune your feed rate. It's always a good idea to do a test bead on some scrap metal before you start working on your valuable project. A properly set up machine that is welding clean metal will sound like bacon sizzling in a pan. Getting the heat and feed settings right before the real job is in front of you can save lots of time and money.
Read more: http://autorepair.about.com/od/glossary/a/How-Does-A-Mig-Welder-Work.htm
Tuesday, 7 January 2014
Welders in National and Regional Data
East
Midlands – There
are an estimated 37,700 employees in the regional workforce, in over 2,900
companies. There is a total requirement of 8,530 employees needed in the region
between 2007 and 2014. Skills gaps in the region include: metal workers;
Computer Aided Design (CAD); assembly line/production robotics; tool setting;
tool makers; pattern making; and foundry skills. 48% of the workforce is
employed as sheet metal workers. The largest industries in terms of employment
are metal products, mechanical equipment, aerospace and automotive. Engineering
employment is geographically concentrated around Derby City, Leicester City,
South Derbyshire, Charnwood, Hinckley and Bosworth and Ashfield.
East of
England – There
are an estimated 28,100 employees in the regional workforce, in just over 3,340
companies. There is a total requirement of 9,960 employees needed in the region
between 2007 and 2014. Skills gaps in the region include: welding skills;
Computer Aided Design (CAD); tool setting; fabrication; Computer Aided Manufacture
(CAM); Material Requirement Planning (MRP11); assembly line/production
robotics; manufacturing; and toolmakers. 51% of the workforce is employed as
sheet metal workers. The largest industries in terms of employment are
mechanical equipment, electronics and metal products. Engineering employment is
geographically concentrated around Peterborough, Huntingdonshire, South
Cambridgeshire, Luton and Basildon.
London – There are an estimated
12,700 employees in the regional workforce, in just over 2,030 companies. There
is a total requirement of 8,700 employees needed in the region between 2007 and
2014. Skills gaps in the region include: Computer Aided Design (CAD); Material
Requirement Planning (MRP11); CNC machine operation; tool setting; fabrication;
metal workers; toolmakers; carpentry/woodwork; and machine operator
(unspecified). 47% of the workforce is employed as sheet metal workers. The
largest industries in terms of employment are mechanical equipment, electronics
and metal products. Engineering employment is geographically concentrated
around Barking and Dagenham, Hillingdon, Ealing and Hounslow.
North
East – There
are an estimated 22,700 employees in the regional workforce, in 1,180
companies. There is a total requirement of 4,875 employees needed in the region
between 2007 and 2014. Skills gaps in the region include: metal workers;
Computer Aided Design (CAD); Materials requirement Planning (MRP11); welding
skills; and craft skills. 56% of the workforce is employed as sheet metal
workers. The largest industries in terms of employment are mechanical
equipment, metal products and automotive. Engineering employment is
geographically concentrated around Newcastle upon Tyne, Gateshead, Sunderland
and Sedgefield.
North
West – There
are an estimated 44,300 employees in the regional workforce, in 3,700
companies. There is a total requirement of 13,595 employees needed in the
region between 2007 and 2014. Skills gaps in the region include: CNC machine
operation; technical drawing; welding skills; general engineering skills;
moulding skills; fabrication; metal workers; and grinding. 49% of the workforce
is employed as sheet metal workers. The largest industries in terms of
employment are metal products, mechanical equipment and aerospace. Engineering
employment is geographically concentrated around Fylde, Knowsley, Crewe and
Nantwich, Stockport, Oldham and Preston.
South
East – There
are an estimated 33,000 employees in the regional workforce, in just over 4,300
companies. There is a total requirement of 10,120 employees needed in the
region between 2007 and 2014. Skills gaps in the region include: Computer Aided
Design (CAD); welding skills; assembly line/production robotics; fabrication;
Computer Aided Manufacture (CAM); Computer Aided Engineering (CAE); Materials
Requirement Planning (MRP); Materials Requirement Planning (MRP11); Statistical
Process Control (SPC); tool setting; craft skills; general machining; metal
workers; precision engineering; and foundry skills. 46% of the workforce is
employed as sheet metal workers. Engineering employment is geographically
concentrated around West Berkshire, Basingstoke and Deane, Milton Keynes,
Eastleigh, Portsmouth, Crawley and Medway.
South
West – There
are an estimated 31,400 employees in the regional workforce, in just under
2,870 companies. There is a total requirement of 7,460 employees needed in the
region between 2007 and 2014. Skills gaps in the region include: CNC machine
operation; Computer Aided Design (CAD); Computer Aided Engineering (CAE);
Computer Aided Manufacture (CAM); Materials Requirement Planning (MRP11); tool
setting; welding skills; general engineering skills; fabrication; and precision
engineering. 47% of the workforce is employed as sheet metal workers. The
largest industries in terms of employment are mechanical equipment, electronics
and metal products. Engineering employment is geographically concentrated
around Tewkesbury, Cheltenham, Stroud, South Gloucestershire, Bristol, Swindon,
South Somerset, Poole and Plymouth.
West
Midlands – There
are an estimated 86,300 employees in the regional workforce, in 5,850
companies. There is a total requirement of 15,730 employees needed in the
region between 2007 and 2014. Skills gaps in the region include: CNC machine
operation; fabrication; Computer Aided Design (CAD); assembly line/production
robotics; welding skills; general engineering skills; general machining;
Materials Requirement Planning (MRP11); Statistical Process Control (SPC); tool
setting; moulding skills; metal workers; grinding; plating; and pattern making.
67% of the workforce is employed as metal making and treating process
operatives. The largest industries in terms of employment are metal products,
mechanical equipment and automotive. Engineering employment is geographically
concentrated around Birmingham, Sandwell, Walsall, Coventry, Dudley and Telford
and Wrekin.
Yorkshire
and the Humber – There
are an estimated 57,900 employees in the regional workforce, in 3,580
companies. There is a total requirement of 13,595 employees needed in the
region between 2007 and 2014. Skills gaps in the region include: CNC machine
operation; Materials Requirement Planning (MRP11); general engineering skills;
metal workers; Computer Aided Manufacture (CAM); assembly line/production
robotics; tool setting; moulding skills; and manufacturing. 72% of the
workforce is employed as metal making and treating process operatives. The
largest industries in terms of employment are metal products, mechanical
equipment and automotive. Engineering employment is geographically concentrated
around Sheffield, Leeds, Bradford, Kirklees, Rotherham and Kingston upon Hull.
Northern
Ireland – There
are an estimated 8,800 employees in the metals workforce. There is a total
requirement of 500 employees needed per year between 2005 and 2014. 39% of the
workforce is employed in the welding trades. Skills gaps include: welding; CNC
machine operations; mechanical engineering skills; metalworking; and electrical
engineering skills. The largest industries in terms of employment are
electrical and electronics industry and the metals industry.
Scotland – There are an estimated 28,500 employees in
the workforce, in just over 2,000 companies. There is a total requirement of
7,140 employees needed between 2007 and 2014. Skills gaps in the region
include: CNC machine operation; Materials Requirement Planning (MRP11); metal
workers; Computer Aided design (CAD); Computer Aided Manufacture (CAM);
Computer Aided Engineering (CAE); Statistical Process Control (SPC); assembly
line/production robotics; tool setting; general engineering skills; craft
skills; fabrication; mechanical engineering; and turners. 62% of the workforce
is employed as smiths and forge workers. The largest industries in terms of
employment are electronics, metal products and mechanical equipment.
Engineering employment is geographically concentrated around the City of
Glasgow, Fife, South Lanarkshire, the City of Aberdeen, North Lanarkshire and
West Lothian.
Wales – There are an estimated 30,000 employees in
the workforce, in just under 1,450 companies. There is a total requirement of
4,350 employees needed between 2007 and 2014. Skills gaps in the region
include: Computer Aided design (CAD); fabrication; CNC machine operation;
welding skills; general engineering skills; general machining; precision
engineering; and machine operator (unspecified). 75% of the workforce is
employed as metal making and treating process operatives. The largest
industries in terms of employment are automotive, basic metals, mechanical
equipment and aerospace. Engineering employment is geographically concentrated
around Flintshire, Neath Port Talbot, Newport, Rhondda, Cynon and Taff,
Bridgend and Wrexham.
[N.B.
Data derived from Annual Business Inquiry, 2007, Census, 2001, and Northern
Ireland Census of Employment, 2007.]
Subscribe to:
Posts (Atom)